






En los proyectos mineros, la selección adecuada de equipos de bombeo juega un papel crucial en diversas aplicaciones como el transporte de agua recuperada, soluciones ácidas, concentrado y relaves, así como la dosificación de químicos y la alimentación a equipos como ciclones y filtros prensa.
Según Wilman Cortez, subgerente de Ventas Países Andinos-Bombas e Hidrociclones de Metso Perú & North, las bombas centrífugas son esenciales, especialmente aquellas diseñadas para el manejo de pulpa en condiciones severas, donde Metso se destaca como fabricante especializado.
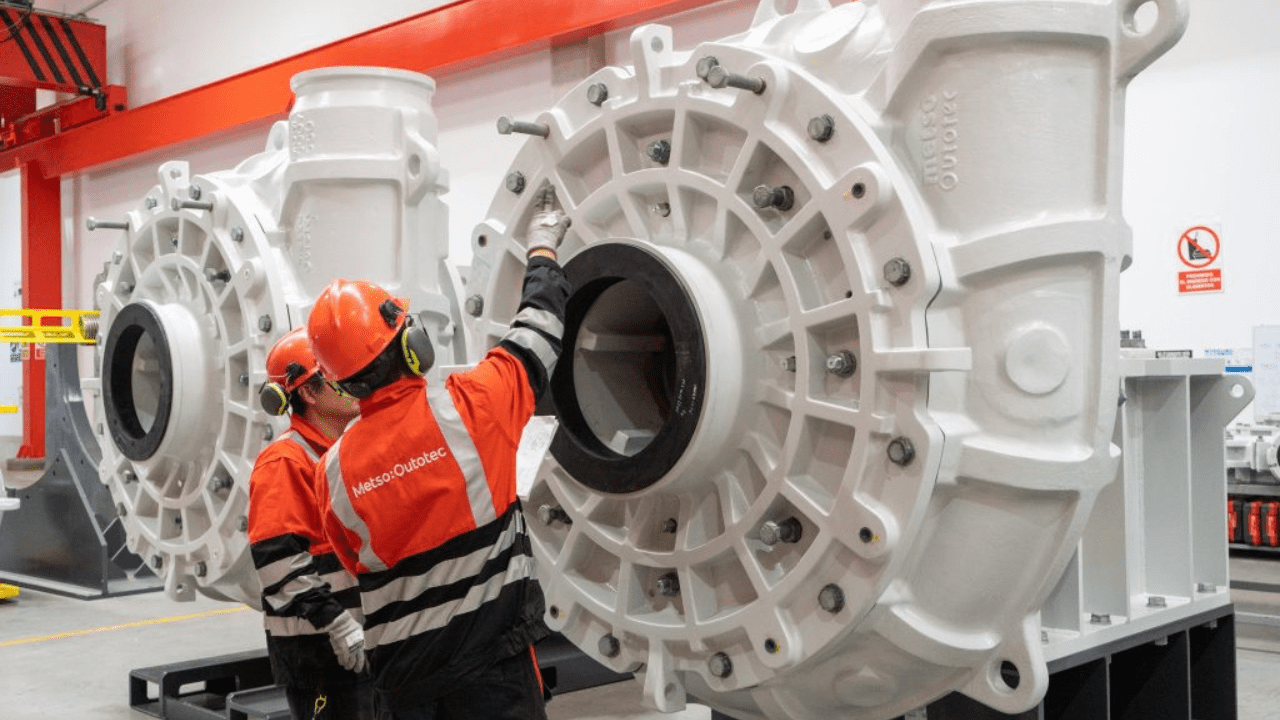
Con más de 100 años de experiencia, Metso ofrece una amplia gama de bombas centrífugas de pulpa, tanto horizontales como verticales, que cubren desde 1 pulgada hasta 36 pulgadas, con materiales que van desde caucho natural hasta acero inoxidable, adaptándose a las necesidades específicas de cada proyecto minero. La compañía ha sido clave en proyectos destacados como Mina Justa y Quellaveco, consolidando su posición como líder en el sector.
Recientemente, Metso inauguró una nueva fábrica de bombas en Lurín, Perú, equipada para ensamblar bombas de hasta 38 pulgadas, la más grande del sector local. Esta instalación incluye un área de I+D local para resolver problemas complejos con alta eficiencia, destacándose por su modelo MD diseñado para mejorar la eficiencia energética y la vida útil de los componentes de desgaste bajo condiciones exigentes.
Como parte de su compromiso, Metso ofrece servicios postventa completos, incluyendo asesoría en puesta en marcha, mantenimiento y contratos de consignación de repuestos críticos, asegurando un soporte integral para sus clientes en el sector minero.